




















Manhole Injection Training


Rehabilitation and Leak Mitigation:
Training with Polyurethane Injection Grout System – SEALBOSS 1510 WATERSTOP FOAM
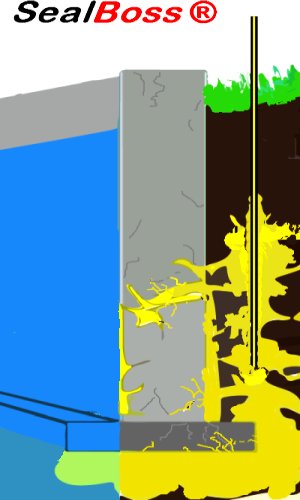
The polyurethane injection technique provides an effective and durable solution for sealing leaks in manholes. This method employs a chemical grout that, when injected into cracks or joints, expands upon contact with water, forming a flexible yet sturdy seal, ensuring a long-lasting and water-resistant barrier, and significantly enhancing the integrity and lifespan of manhole structures.
A technical representative from SealBoss was engaged in providing an extensive consultation and training session at a project site, with a primary focus on addressing and repairing active leaks in masonry block manholes.
These manholes, situated adjacent to a swiftly flowing creek, were experiencing significant failures and active leakage due to compromised cementitious grout between the masonry blocks. A prior remedial attempt by the contractor, involving a cartridge product, failed to address the leakage problem.
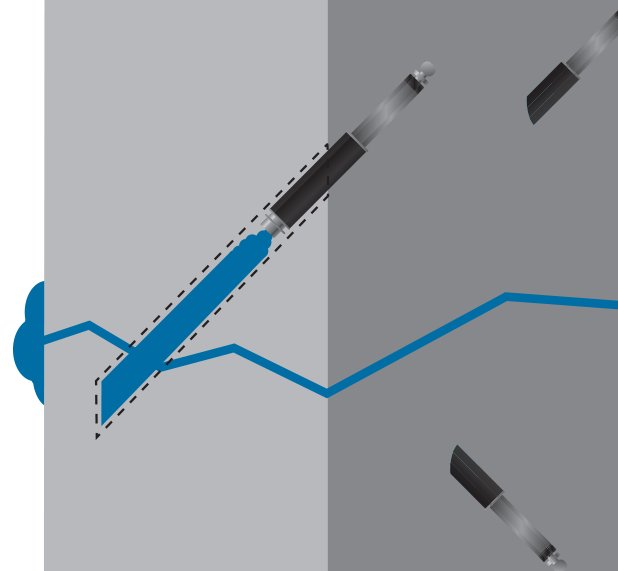
As an effective remedy, SealBoss recommended the utilization of a high-pressure polyurethane water stop foam injection approach. This solution involved the SealBoss P2002 single-component injection pump and the SealBoss 1510 Water Stop Foam, administered through an array of SealBoss AL 13-100 (½”) high-pressure packers. Additionally, SealBoss Seal Oakum was provided to supplement the treatment.
Our SealBoss technical representative was on-site for a two-day period, imparting crucial manhole injection training and support to the contractor regarding the use of the injection system. The primary objective was to ensure the contractor’s crew gained both confidence and proficiency in the system’s application.
Training was provided on the operation of the pumps, setting of the packers, and the overall injection procedure, including post-application cleanup.
For areas with larger cracks or excessively active leaks with high-volume water flow, the contractor crew received instructions on the application of catalyzed resin-soaked SealBoss Seal Oakum. This method was employed to rapidly establish a barrier, curtailing active water flow and facilitating the retention of the injected foam resin within the crack during its expansion phase.
The Oakum Seal Method utilizes Seal Oakum, a dry, oil-free fiber that absorbs SealBoss chemical grouts. When placed in the structure, the water-reactive resin expands, forming a dense, flexible seal that prevents leaks during injection and curing. It also serves as a physical barrier against water migration in larger cracks and joints.
Through the duration of the training, all leaks were successfully sealed, effectively terminating water ingress into the manhole.
For inquiries regarding manhole injection training and repair applications or other injection-related applications, we invite you to contact our skilled team of SealBoss representatives. We offer scheduling for on-site consultations and comprehensive injection systems training, assuring optimal results for your projects.

How to Seal Leaks | Repair Cracks in Shotcrete

The Challenge: Leaks and Cracks in Decorative Shotcrete
The Omaha Zoo faced a significant challenge when a decorative shotcrete structure, an integral part of the zoo’s aesthetic appeal, began showing signs of deterioration.
Cracks and leaks had developed, primarily due to an irrigation system installed above the structure. Water seepage through these fissures threatened the durability and appearance of the faux rock face, necessitating an urgent and effective repair solution.
The Solution: SealBoss 1510 Foam and P2002 Polyurethane Pump
To address this issue, a technical representative from SealBoss was called upon. The solution proposed involved the use of the SealBoss Water Stop System, specifically the 1510 Water Stop / Leak Seal Foam and the compact P2002 Injection Pump, along with SealBoss Evolution AL Packers (1/2″, 5/8 BH/Zerk).
The objective was clear: to seal the leaks and repair the cracks effectively without compromising the structure’s aesthetic value. The SealBoss system was chosen for its proven efficiency in such scenarios.
The Process: Hydro Active Foam Injection Technique
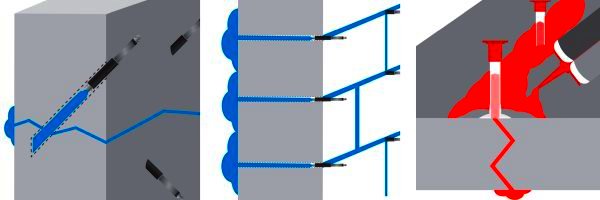
The repair process began with a thorough assessment of the structure to identify all visible voids and cracks. The SealBoss team then employed the hydro active foam injection technique, using the P2002 drill injection machine along with 1/2 AL & 5/8 injection packers.
SealBoss 1510 was injected into the cracks until visible penetration was observed on the face of these cracks. This process required multiple injections at various points to ensure that the foam traveled deep into the cracks, forming a dense, closed-cell compression seal upon expansion. One of the remarkable observations during the process was the expanding foam pushing out from the cracks, indicating its excellent travel and coverage within the network of fissures.
The Outcome: A Leak-Free, Restored Structure
Following the injection process, the structure underwent a rigorous inspection to ensure that all leaks were sealed. The SealBoss system proved its efficacy, as the structure passed the inspection with no signs of leakage. The aesthetic integrity of the structure was maintained, with minimal visible impact from the repair process.
Training and Support
SealBoss offers in-person and video training for those interested in learning more about their products and techniques. This training is invaluable for professionals looking to enhance their skills in leak sealing and crack repair in shotcrete structures. Additionally, SealBoss provides access to regional technical representatives who can offer insights into the full range of system solutions and offerings.
Conclusion
The successful repair of the decorative shotcrete structure at the Omaha Zoo is a testament to the effectiveness of the SealBoss Water Stop System. This case study highlights the importance of choosing the right materials and techniques for repairing shotcrete structures. With the right approach, it is possible to extend the life of these structures while maintaining their aesthetic and structural integrity.
For those facing similar challenges, consulting with a SealBoss technical representative can provide tailored solutions to effectively address leaks and cracks in shotcrete.
SealBoss ® P2002 Drill Operated Injection Pump Advantages
- Polyurethane Grout Injection Pump
- Polyurethane Foam Injection Pump
- Easy To Use
- Easy To Cean
- Easy To Maintain
- Modular, Compact &
- Sturdy Design
- Single Component
- Electric Drill Operated
- Heavy Duty For Daily Use
- Pressure Gauge, Hose Set, Hopper Included
- Recommended For Beginners & Injection Pros
- > 5000 PSI Injection Pressure Possible










Water Stop Leak Sealer | Hot Shot Cartridge
SealBoss offers professional grade hot shots in 22 oz. dual cartridges as a convenient alternative to bulk products and elaborate equipment and machinery on smaller jobs where a limited amount of product is needed.
For best results we recommend that you to follow a few simple guidelines and cartridge/product conditioning techniques prior to application.
Condition the cartridge to room temperature in colder climates. Shake cartridges prior to use. Push out any air by moving product through the static mixer while holding cartridge in an upright position. Dispense and discard a small amount of product into a dedicated vessel. Now your cartridge is primed and ready to go.
Inquire more about the SealBoss Cartridge System when you call us here at SealBoss. Your representative will be happy to help you out.


Beam Pocket Leaks Sealed