



















Concrete Slab Void Fill
with Polyurethane Foam
High Strength Two Component PUR

Filling Under Slab Voids
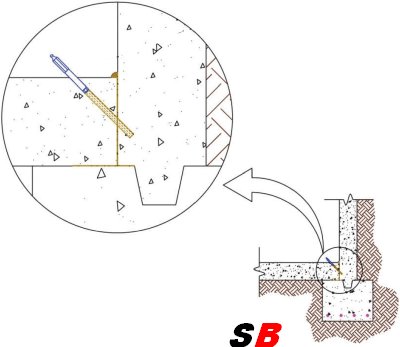
Void filling injection with SealBoss 1640 Fill & Lift Foam using Versatile Two Component Injection Pump SLP 2C
Description:
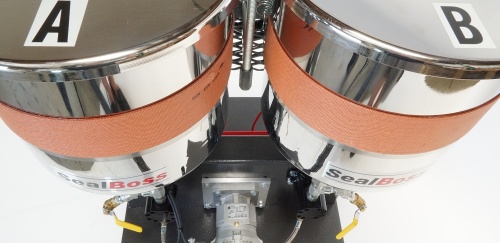
The customer’s need was to have voids under a triangular section of concrete in a larger home filled with SealBoss 1640 two component high strength (approx. 4 pounds per cubic foot weight) via using the SealBoss SLP2C — moniker “suitcase pump” — versatile dual component pneumatic injection pump.
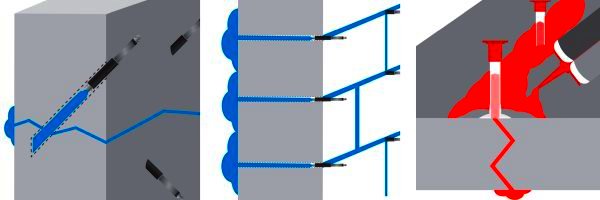
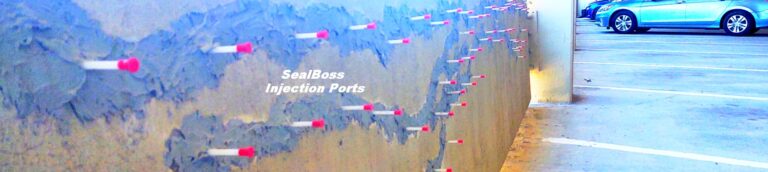
The product was to be injected through high volume SealBoss Plastic Button Head Packers. The setting of the ports was rather straight forward with 2’ O.C. spacing in the field of the slab area to be injected under and a 1’ off the wall edge spacing around the area.

Call Your SealBoss ® Technician
If you have any questions on void fill and concrete slab lifting procedures or any injection related applications, please contact our team of qualified SealBoss representatives to schedule an on site consultation & full injection systems training. Call us at 714-662-4445.
Recap:
Inherent to any project in which you cannot see under the substrate to gauge what the material is doing is the challenge of how much product should be used.
Initially the void was thought to be roughly 3” in height under that slab but, after probing once the drill holes were established for the packer placement, it was discovered that the void’s depth ranged from 3” to 8” in height.
Void filling without lifting
What the team did not want to do is raise the slab at all but rather fill the void as mentioned earlier. Therefore a less aggressive expansive reaction of the SealBoss 1640 structural foam was required.
One of the factors that plays into this desired result is the material’s temperature. The warmer the material is when being injected under the slab, the faster it will react. This is generally a basic rule of reaction when dealing with chemical compounds. The team initially injected the material without any preheating and saw that while it reacted, it did so slower than if it were heated. (Slab lifting / Polyjacking procedures call for product component temperatures above 100° F / 40° C ) .
On a second pass to ensure the void was filled completely the team heated the material slightly and was able to add to the first pass to complete the filling of the void.